One of the most impactful decisions in early pharmaceutical development is how to address poor aqueous solubility. It is a challenge that affects an estimated 40% of marketed drugs and up to 90% of compounds currently in discovery pipelines.
For formulation scientists and development teams, the real question is: which technology is the right one for the job?
Two amorphous solid dispersion (ASD) platforms dominate the subsequent conversation: spray drying and hot melt extrusion (HME). Both can profoundly improve bioavailability by converting a crystalline API into an amorphous form stabilized within a polymer matrix. But they are not interchangeable. Picking the wrong technology early can lead to expensive rework, regulatory complications, and delays that affect the program all the way through to commercial launch.
Understanding the science behind both platforms
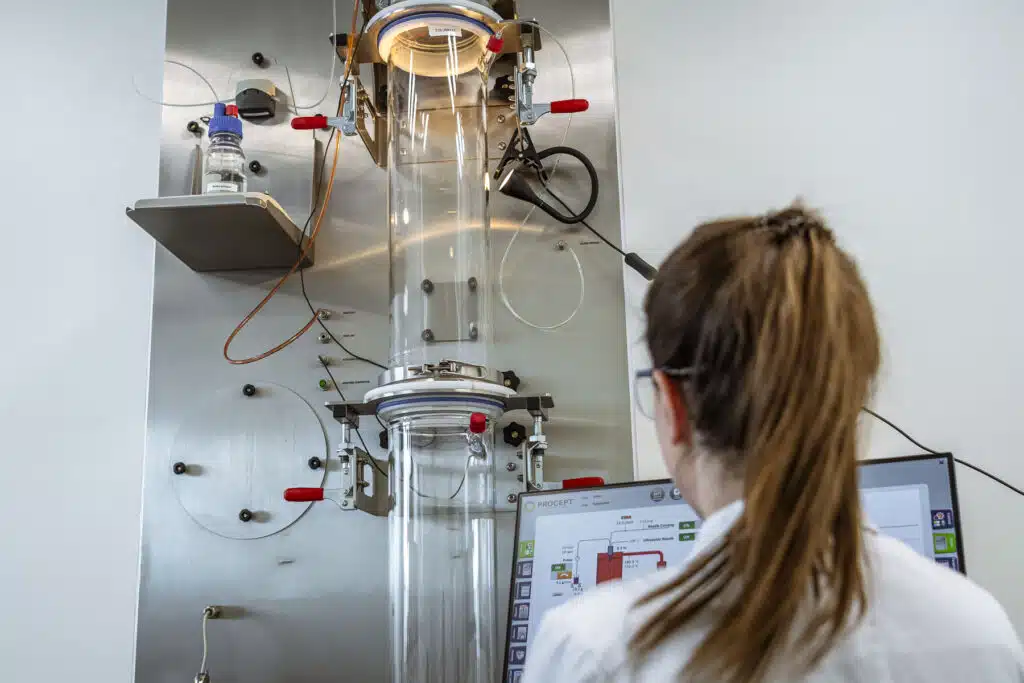
In spray drying, API and polymer are dissolved in an organic solvent (or mixture), then atomized into fine droplets using a nozzle. The droplets are sprayed into a hot gas passing through the drying chamber, where instant solvent evaporation takes place, leaving behind amorphous particles in which the drug is molecularly dispersed within the polymer.
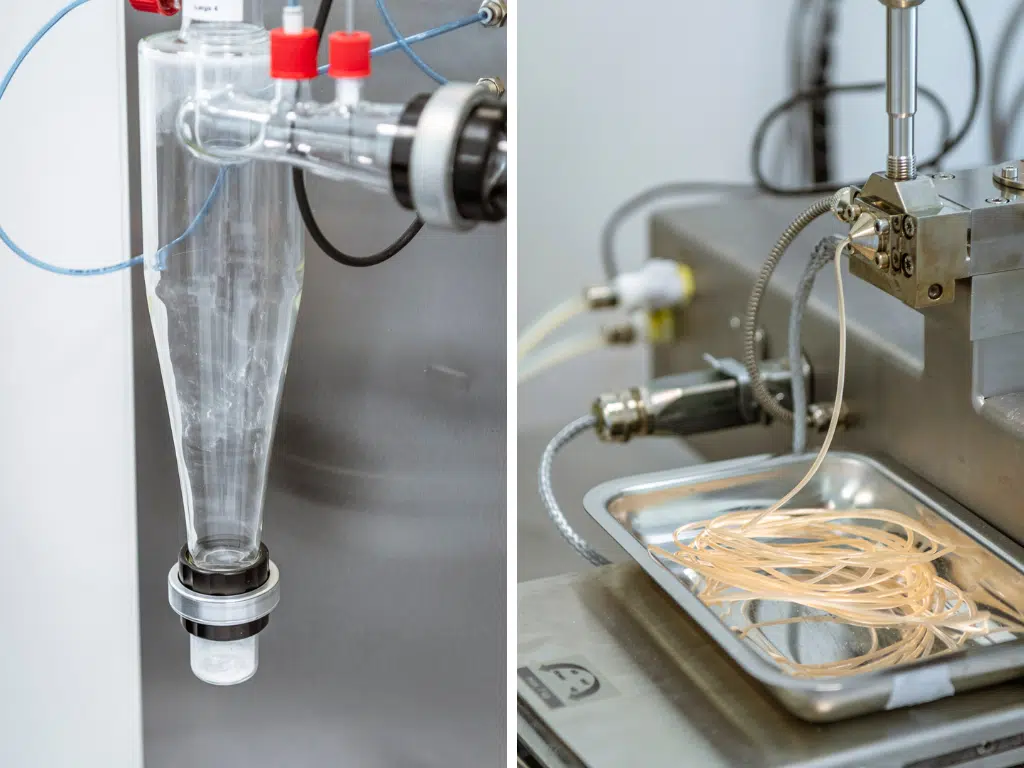
In HME, the solid API and polymer are blended and fed into a heated barrel where two co-rotating screws apply both thermal energy and mechanical shear. The mixture melts, mixes, and is extruded through a die. No solvent is required.
Both outputs can be ASDs, but the routes to get there are fundamentally different, and those differences have significant implications for which APIs and polymers each process can handle.

The two platforms also differ in their physical output, which has direct implications for early clinical use. Spray drying produces a powder that can be filled into capsules or, importantly for first-in-human (FIH) studies, reconstituted as an oral suspension. Preparing a suspension from a spray-dried powder requires relatively little additional formulation work. However, ensuring the ASD remains amorphous in suspension requires specific formulation knowledge. HME, by contrast, produces extrudates: solid rod-like strands that must be milled and typically further processed into tablets or filled capsules.
Developing a robust tablet formulation adds time, material, and effort at a stage where speed is often critical. For sponsors aiming to minimize formulation complexity on the path to FIH dosing, the powder output of spray drying is therefore a meaningful practical advantage, independent of the API’s physicochemical properties.
The key decision variables
API quantity available: the first practical filter
Before any other consideration, ask how much material you actually have.
Spray drying can be performed with very small amounts of solids, enabling real formulation data to be generated at very early stages, even when material is extremely precious. HME, by contrast, requires significantly more material for a meaningful feasibility run, due to the minimum batch size needed to fill and stabilize the extruder barrel.
For programs in early development, when only small amounts of API are available, this material requirement alone often settles the platform question before thermal stability or solvent solubility even enter the conversation.
Thermal stability of the API
This is often the second filter.
HME requires the API to be processed at temperatures typically ranging from 100°C to 200°C, sometimes higher depending on the polymer system. If your API degrades, oxidizes, or undergoes polymorphic transformation within that temperature range, HME is off the table (or requires significant formulation engineering to bring processing temperatures down, often through the use of plasticizers).
Spray drying is far more forgiving here. Because evaporative cooling keeps droplet temperatures well below the inlet gas temperature, many thermolabile compounds survive the process intact. And by the time the droplets are transformed into solid particles, the surrounding temperature is much lower than the inlet temperature, making spray drying suitable even for biologics such as antibodies, peptides, and lipid nanoparticles (LNPs).
Solubility in organic solvents
Spray drying requires the API and polymer to be dissolved in an organic solvent (or mixture). The available solvent toolkit (e.g. methanol, ethanol, dichloromethane, THF, acetone and their mixtures) is well established. If your API has poor solubility cross these options, achieving the drug loadings you need becomes technically difficult or economically impractical.
HME sidesteps this entirely. With no solvent required, compounds that are notoriously difficult to dissolve are natural candidates for extrusion, provided the thermal stability and material quantity criteria are met.
Drug loading targets
Spray drying allows teams to quickly test a wide range of drug loads using very small amounts of material, a practical advantage when the formulation is still being optimized. HME can achieve high drug loads as well, but the rheological behavior of the melt becomes a critical parameter that might constrain the formulation design space.
Polymer selection
The two platforms share a largely overlapping but not identical polymer library.
PVP-VA and HPMC-AS are well-established carriers in both platforms. However, it is worth noting that HPMC-AS is not always straightforward to extrude, plasticizers are typically required, or it must be blended with other polymers (unless the API itself acts as a plasticizer). In either case, the processing window tends to be narrow and requires careful optimization.
Eudragit polymers are widely used in HME, with EPO and RL/RS grades being the most suitable due to their favorable thermoplastic behavior at accessible processing temperatures. Eudragit L100, on the other hand, requires plasticizers to be processable by extrusion.
Cellulosic polymers such as HPMC and ethylcellulose can also be considered, but grade selection is critical, and the strategic use of plasticizers is often necessary to bring the melt viscosity into a workable range.
Polymer selection should therefore be considered in parallel with platform selection. Understanding whether the candidate polymer exhibits adequate solubility in the chosen spray drying solvent system, or sufficient thermoplastic behavior within the HME processing window, is a critical early formulation exercise that directly informs downstream process development and avoids costly reformulation later in the program.
Scale and continuous manufacturing
This is where HME holds a meaningful structural advantage in the context of large-scale commercial manufacturing. Extrusion is an inherently continuous process, and process understanding built at small scale transfers well through to commercial volumes. Regulatory agencies have shown increasing enthusiasm for continuous manufacturing, and HME is one of the most mature continuous platform technologies in the industry.
At larger commercial scale, spray drying does require significant investment in facility design, solvent handling, explosion-proof systems, and emissions controls add complexity and cost. But for programs moving from discovery through to Phase II, an integrated R&D-to-GMP spray drying platform offers a streamlined and efficient path forward.
Decision factor | Spray drying | Hot melt extrusion |
|---|---|---|
API quantity | small amounts | requires more material |
Thermal stability | suitable for thermolabile small molecules, biologics, LNPs | degradation-prone APIs are excluded or need plasticizers |
Solvent solubility | API and polymer must dissolve in organic solvents | solvent free |
Drug loading | wide range quickly testable with minimal material during formulation optimization | high loads achievable, but melt rheology constrains the formulation design space |
Polymer options | PVPVA, HPMCAS; broad overlap with HME library | PVPVA, HPMCAS, Eudragit EPO/RL/RS, HPMC and EC |
Scale & Continuous Manufacturing | requires larger equipment and facility | inherently continuous process |
A practical decision framework
Rather than prescribing a universal answer, the most useful approach is a staged evaluation.
Start with how much API you have. If you are working with milligram quantities, spray drying is your only realistic option. If you have sufficient material available, both platforms are on the table.
Next, run a thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC) on your API. If the degradation onset is above ~180°C, HME is worth serious consideration. If it is below ~130°C, spray drying is likely your path. It is also important to consider the melting point of the API. If the melting point is too high, or sits too close to the degradation onset, HME may not be feasible. In these cases, careful polymer selection can make the difference.
Assess solvent solubility in parallel. A quick solubility screen across common spray drying solvents costs very little API and time. If solubility is acceptable at your target drug load, spray drying feasibility is established. If not, HME becomes more attractive.
Factor in your commercial endpoint from day one. If your development program targets a market where continuous manufacturing is advantageous, let that inform the platform decision early.
What Xedev brings to this decision
Choosing the right platform requires hands-on experience. A CDMO with genuine dual-platform capability, in-house spray drying and HME equipment, dedicated analytical infrastructure, and experienced formulation scientists who have run both processes across many programs, brings something a literature review cannot: experience that counts.
When API supply is tight, our spray drying capability starts at just 50 mg of solids. At a 25% drug load, that is 12.5 mg of API, enough to generate real solid-state data at an early stage. For HME, a meaningful feasibility run starts from 5 g of solids. Knowing that difference upfront can save weeks.
When the platform choice is not immediately clear, our formulation scientists work with you to identify the right polymer system to achieve melt point depression, creating a viable HME processing window that protects your molecule.
However, we run spray drying and HME in parallel under one roof. That means your team gets a direct, data-driven comparison from a single partner, no delays from coordinating multiple vendors, no gaps in how results are interpreted. You get a clear, fast answer on which technology is right for your API, so your program keeps moving.
Our formulators have seen which APIs behave predictably and which ones surprise you. We know which polymer-API combinations tend to produce physically unstable dispersions over time. We understand how spray-dried powders and HME extrudates behave differently during downstream processing, compaction, capsule filling, roller compaction, and how those differences carry through into tablet performance.
We use the same equipment for both R&D and GMP production through to Phase II, meaning the transfer from R&D into a GMP-compliant environment is smooth, well-controlled, and does not require re-engineering the process. This continuity reduces risk and shortens timelines.
We have the specific formulation knowledge to ensure the ASD remains amorphous in suspension, a critical requirement for first-in-human oral dosing that is often underestimated.
We do not approach technology selection as a checkbox exercise. We treat it as a scientific question that deserves a rigorous, data-driven answer, because the right platform decision at the start of development sets the foundation for everything that follows.
Need support, capacity, or a fast pathway? Talk to us.
The bottom line
Spray drying and HME are both powerful, proven technologies for bioavailability enhancement. The right choice depends on how much API you have available, your molecule’s physical and chemical properties, your target drug loading, your polymer preferences, and your long-term commercial manufacturing strategy.
Make that decision early, make it carefully, and make it with a partner who has navigated it before.